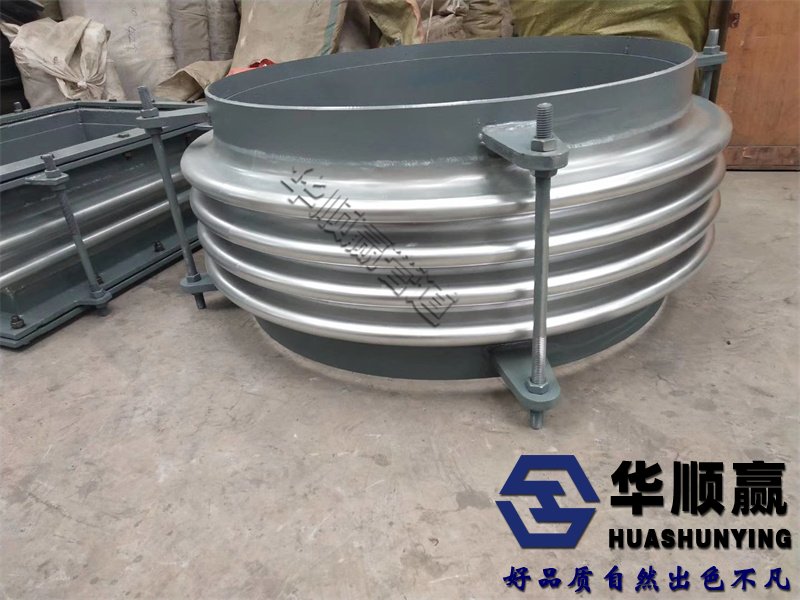
机械密封典型零件——焊接金属波纹管补偿器的制作
焊接金属波纹管补偿器是将一定宽度的金属板冲压成波纹垫圈型波纹板,然后将两个波纹板的内圆周焊接成V形半成品。多个半成品堆叠焊接外圆周。焊接前后环座,构成规则的波纹管。工艺为:波片落料成形→ 打扫→ 内缝焊接→ 外缝焊→ 焊接前后座椅环→ 检查→ 热处理→ 检查。不锈钢波纹膨胀节 波纹补偿器
1、 落料成形
波片的落料和成形可一次完成。波形板的形状对波纹骨的性能有很大的影响。目前,有两种模具。一种是金属模,另一种是聚氨酯橡胶冲裁模。由于前模端面为成形面,精度要求高,制作难度大,且模具作业量大,因此凹凸模具的边隙修改困难。后者结构简略,易于制作。在冲裁过程中,凹凸模具之间的位错较小,一般不会划伤波片。不锈钢波纹膨胀节 波纹补偿器
2、 清洁
波形板的清洗是保证焊接质量的重要条件之一,尤其是内外焊缝的清洗。波片用洗涤剂清洗,酸洗、中和,用清水冲刷、干燥,然后用浸泡、擦拭。不锈钢波纹膨胀节 波纹补偿器

3、 焊接
波纹管的焊接归于精细焊接,手术室应有完好的空谐和空气过滤系统,保证恒温、恒湿、无尘。
波纹管的焊接不运用焊条,而是在可控气氛中进行熔焊(作业气体为AR,维护气体为AR+N2),以避免在焊接方位构成焊渣,影响波纹管材料的固有特性。为了在熔化过程中不发生表面应力,焊接部分应焊接成半圆球体。单层波纹板的焊接厚度一般为波纹板厚度的2.2-3倍。双层波片厚度为波片厚度的4-5倍。波距均匀,焊接蘑菇形对称。微束等离子焊接广泛应用于焊接过程中。这种焊机在我国现已定型并批量生产,如lh-16微束等离子弧焊机。不锈钢波纹膨胀节 波纹补偿器
用于焊接波片内外圆周的夹具结构别离如图9-28和图9-29所示。运用隔环的意图之一是避免焊接过程中发生的热量传递到波形板的其他部件。焊接速度为1-1.2m/mim。
4、 质量查验
在波纹管的制作过程中,质量控制十分严厉。例如,波纹管板应进行金相查验,以检查晶粒的大小和排列以及板的硬度;还应对关键焊点和热影响区域进行显微镜检查。了解焊接蘑菇的焊接深度、形状和对称性,全部焊缝应进行气密性检查。氦质谱检漏仪一般用于检漏。真空走漏率:1*10-10ml/s。此外,应准确测量波纹管的弹性、膨胀和缩短特性、力松懈和滞后。
5、 波纹管的热处理
焊接金属波纹管。材料为am-350、0cr17ni17ti和0cr15ni17mo2al沉积硬化不锈钢。焊接后,奥氏体有必要通过热时效处理转变为马氏体,并在马氏体中析出金属化合物和硬化相,以获得高强度、高塑性和屈服比(δs/δD>0.8-0.9),以am-350波纹管为例,其热老化处理有必要在真空炉中850℃淬火,然后在-80℃低温处理(制冷剂为F12),以添加弹性和稳定尺度。