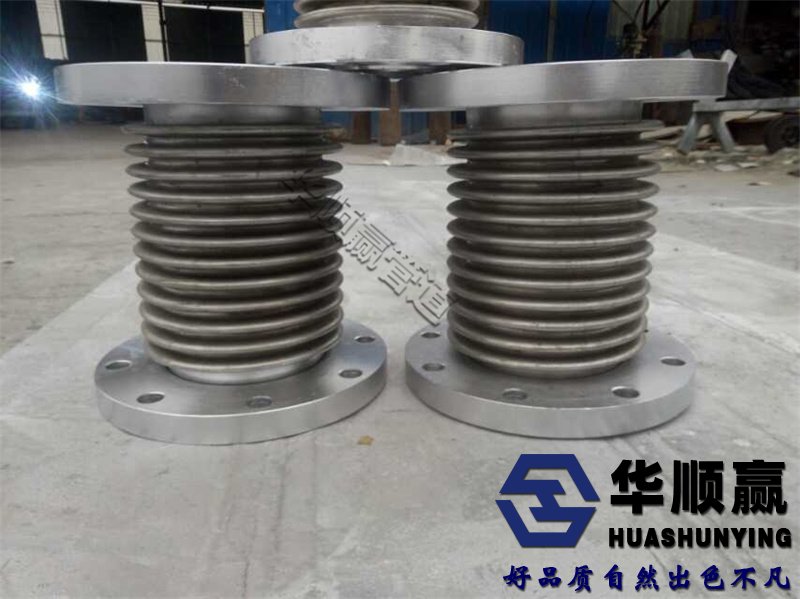
冰水机组波纹补偿器的制造分为三个过程
冰水机组波纹补偿器的煨制是一种先进的生产工艺。通过煮沸,可以充分发挥波纹补偿器的补偿量和功能。当然,煨煮的技术要求也不同于其他工艺。具体情况总结如下:
1.制造冰水机组波纹补偿器时,四个弯头的视点有必要为90度,且应在一个平面内。标准应精确,防止变形和翘曲。斜交差错不大于3mm/M和10mm

2.从冰水机组波纹补偿器的工作状况看,补偿器顶部变形大,立臂中部变形小,平臂(顶部)无焊接接头。焊缝应留在悬臂中部。
3.冰水机组波纹补偿器应在渠道或平地上组装。安装标准应正确。笔直部分的长度差错不应大于±10mm,但两臂的长度有必要相等,水平臂的长度差错应小于±20mm。方形补偿器的椭圆度、壁厚减薄率、波纹度和视点差错有必要满足弯头的要求。
如果冰水机组波纹补偿器不能满足上述要求,将给安装和运转带来困难。严重时,在运转过程中会产生侧向位移,使支架向一侧受力,甚至使管道脱离支架。因而,制造商有必要留意这一工艺要求。在日益剧烈的市场竞争中,咱们将继续精益求精,重视工艺要求,不断进步产品的精度,进步冰水机组波纹补偿器的适应性。
角向波纹补偿器,不锈钢减震波纹补偿器,金属波纹管补偿器,约束型波纹补偿器,通用型波纹补偿器